Kama kanalı açma veya broşlama, bir iş parçasında, örneğin bir dişlide kama kanalı açmak veya broşlamak için kullanılan bir operasyondur. Kama kanalı, iki bileşen arasında, örneğin bir mil ve dişli arasındaki tork iletimini sağlar.
Geleneksel olarak, kama kanalı açma işlemi için özel broşlama, şaping, planya gibi tezgahlar kullanılır. Ancak, CNC (Bilgisayarlı Sayısal Kontrol) teknolojisi sayesinde, bu süreç artık CNC torna ve işleme merkezlerinde daha verimli ve daha hassas bir şekilde gerçekleştirilebilir. Bu sadece süreci hızlandırmakla kalmaz, aynı zamanda iş parçasını tak-sök yapma ihtiyacını da ortadan kaldırıp aynı tezgah üzerinde iş parçasının bitirilmesini sağlar.

Bu kapsamlı rehber, CNC tornalarda kama kanalı açma / broşlama operasyonu konusuna detaylı bir bakış sağlıyor:
- Kama Kanalı Açma / Broşlama Nedir?
- CNC Tornalarda Kama Kanalı Açmanın Avantajları
- CNC Tornalarda Kama Kanalı Açma için Takım Seçimi
- Kama Kanalı Açma için CNC Torna Kurulumu ve Programlama
- CNC Tornalarda Kama Kanalı Açma için En İyi Uygulamalar
- CNC Tornalarda Yaygın Kama Kanalı Açma Sorunlarının Giderilmesi
- Sonuç
1. Kama Kanalı Açma / Broşlama Nedir?
Kama kanalı açma ve broşlama, bir iş parçasından talaş kaldırarak kama kanalı oluşturan bir operasyondur. Dişliler ve miller gibi mekanik bileşenler arasındaki tork iletimini sağladığı için endüstride çok yaygın bir şekilde kullanılmakta olup, otomotiv, makina, havacılık, savunma sanayi gibi birçok sektörde uygulaması bulunmaktadır.
Geleneksel Broşlama Yöntemleri
Bu işlem, geleneksel olarak, uzun, çubuk şeklinde bir kesici takım üzerinde kademeli olarak sıralanmış dişleri olan, broş adı verilen bir takım ile yapılır. Broşlama tezgahlarında kullanılan broş takımı, sadece bu operasyona özel tasarlanmış bir makina olduğu için iş parçasını bir istasyondan diğerine taşımak gerektirdiğinden tak-sök mecburiyeti getirir.
Bu geometri, broşun, broşlama tezgahı tarafından iş parçasının içinden çekilerek veya itilerek, kademeli olarak talaş kaldırmasıyla istenilen kama kanalının veya profilin açılmasına olanak sağlar.
Bu oldukça hassas bir operasyon olmakla birlikte, broşlama tezgahları ve broş kesici takımları yüksek fiyatlarından dolayı sadece çok yüksek üretim adetlerinde yatırıma değecek bir metottur. Birçok üretici bu yüzden daha küçük serileri dışarıda broşlama, kama açma hizmeti veren şirketlere fason yaptırmayı tercih etmektedir.
Modern Broşlama Yöntemleri
Uç ve katerli broşlama takımları sayesinde kama kanalı açma operasyonu zaten birçok üreticide mevcut olan CNC torna ve işleme merkezi tezgahlarında yapılabiliyor.
Böylece ekstra bir tezgah yatırımına gerek kalmadan, artı iş parçası tak-sök yapmaya da gerek kalmıyor. Bu yöntemle aynı tezgah üzerinde minimal bir maliyetle, sadece broşlama uç ve kateri ile, kama kanalı ve farklı profiller açmak mümkün.
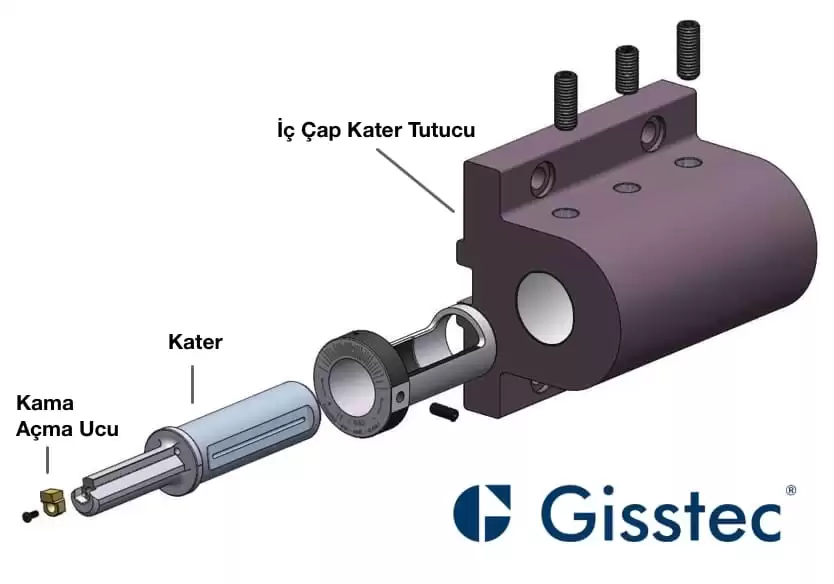
Bu sistemle tornada kama kanalı broşlamak için, broşlama ucu, broşlama katerine takıldıktan sonra kater, torna tezgahının taretine göre, VDI veya BMT iç çap kater tutucuya bağlanır.
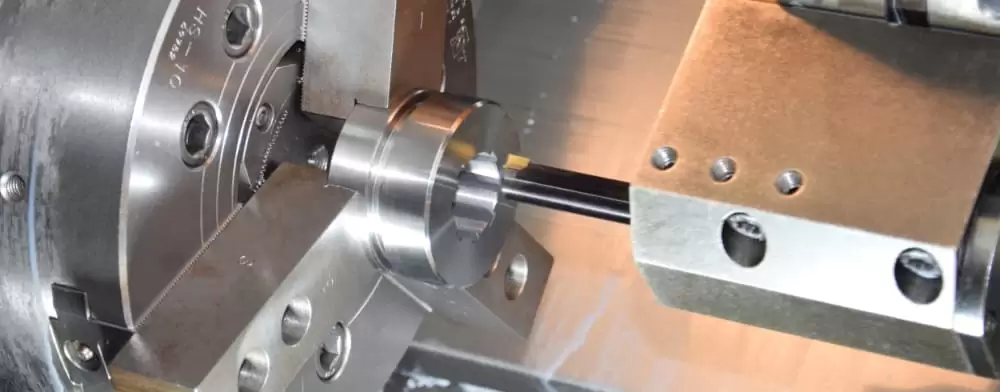
İş parçası da torna aynasına bağlandıktan sonra, taretin Z ekseninde kama kanalı boyunca hareketiyle, X ekseninde ise kama kanalının derinliğinde malzemesine göre her seferinde ondalık pasolar verilerek kama kanalı açılır.
CNC Tornalarda Broşlama / Kama Kanalı Açma Tipleri
Bu yazı, broşlama süreci için makinenin taretinin hareketini kullanan statik broşlama takımları içindir. Statik broşlama takımları, az adetli iş parçaları ve küçük seriler için önerilir.
Tornada yüksek hızlı broşlama, Z eksenindeki ilerlemeyi kendi iç mekanizması ile sağlayan canlı broşlama takımları tavsiye edilir.
Canlı broşlama takımları yüksek adetli ve seri üretim için idealdir. Daha fazla bilgi için şu yazıyı okuyun: Canlı Broşlama Takımları
2. CNC Tornalarda Kama Kanalı Açmanın Avantajları
CNC tornalarda kama kanalı açma, geleneksel broşlama makinelerine göre birkaç avantaj sunar:
- Esneklik: Takma uçlar, nispeten düşük bir maliyetle çeşitli toleranslar (örneğin H7, JS9, P6, D10, C11) ve profiller (kare, altıköşe, spline, dişli) için büyük bir esneklik sağlar.
- Hassasiyet ve Tekrarlanabilirlik: CNC tornalar, iş parçaları arasında tutarlı ve doğru kama kanalı boyutları sağlamak için yüksek hassasiyet ve tekrarlanabilirlik seviyeleri sunar. Bu hassasiyet, kama ve kama kanalı arasında hassasiyeti sağlamak ve güvenli tork iletimi için esastır.
- Kurulum ve Sıfırlama Süresinin Azaltılması: CNC tornada kama kanalları broşlamak, özel broşlama makinelerine olan ihtiyacı ortadan kaldırır ve kurulum ve sıfırlama süresini azaltır.
- Lojistik Masrafları: Kama kanalı işlerini fason olarak yaptıran üreticiler kendi CNC torna tezgahlarında kama kanalı açtıklarında, fasoncu şirkete gönderilecek parçaları etiketleme, paketleme ve lojistik takibi gibi ek masrafları ortadan kaldırır.
- Maliyet Azaltması (Tezgah): Tek tezgahta iş parçasını bitirebildiğiniz için, broşlama tezgahı gibi yatırımlara gerek kalmaz.
- Maliyet Azaltması (Takım): Broşlama tezgahlarında kullanılan broş kesici takımları, uçlu kama açma takımlarına göre daha pahalıdır. Bu da, çeşitli ölçü ve toleransları satın almayı çok daha maliyetli hale getirir.
3. CNC Tornalarda Kama Kanalı Açma İçin Takım Seçimi
CNC tornada kama kanalı açma için broşlama takımları seçerken aşağıdaki faktörleri göz önünde bulundurun:
- Uç Malzemesi: Kama açma uçları, yüksek hızlı çelik (HSS) veya karbür malzemeden yapılır. Canlı broşlama aletleri gibi yüksek hızlı broşlama işlemlerinde, karbür uçlar genellikle daha uzun kesme ömrü sağlayabilir. Diğer yandan, taret hareketiyle birlikte çalışan statik broşlama takımları gibi daha düşük hızlı işlemler için, HSS alaşımlı uçlar daha iyi yüzey kalitesi ve uç dayanıklılığı sağlayabilir.
- Uç Geometrisi: Broşlama ucu geometrisi, arzu edilen kama kanalı boyutlarına, genişlik, derinlik ve profil tipine uygun olmalıdır. Standart broşlama uçları, kama kanalları için çeşitli boyut ve toleranslarda ve kare, altıgen ve spline profiller gibi şekillerde mevcuttur. Özel uçlar da müşterinin teknik resmine göre farklı geometriler ve toleranslar için tasarlanabilir.
- Kaplama: Uç kaplamaları, kesme performansını artırabilir ve takım ömrünü uzatabilir. Yaygın kaplamalar arasında daha sert iş parçaları için Titanyum Nitrür (TiN) ve Titanyum Alüminyum Nitrür (TiAlN) bulunur; bunlar aşınma direncini artırır ve broş ile iş parçası malzemesi arasındaki sürtünmeyi azaltır.
- Kater: Broşlama ucu katere sıkıldıktan sonra iç çap kater tutucusuna bağlanır. Kateri seçerken kama kanalının boyu dikkate alınmalıdır. Katerin kullanılabilir kama açma uzunluğunun en az kama kanalı boyu kadar olduğundan emin olunmalıdır. Bunun dışında kateri bağlamak için uygun bir şaft çapı seçilmelidir.
4. Kama Kanalı Broşlama için CNC Torna Ayarı
CNC tornanın kama kanalı açma için ayarlanması aşağıdaki adımları içerir:
- Takım Ayarı: Broşlama uçunu uç tutucusuna vidayla sıkın. Ardından kateri CNC tornanın taretindeki iç çap kater tutucuya bağlayın. İş parçasına göre sıfırlamasını yapın.
- İş Parçası Ayarı: İş parçasını CNC torna aynasına bağlayın. Broşlama ucu ile sıfırlandığından emin olun.
- CNC Programı: Kama kanalı açma işlemi için bir CNC programı yazın. Paso, ilerleme ve soğutma sıvısı uygulaması gibi kesme parametrelerini belirtin.
- Broşlama Süreci: CNC torna, broşlama uçunu kama kanalı boyunca hareket ettirir, her geçişte kademeli olarak talaş kaldırır. Kesme derinliği X ekseninde, arzu edilen kama kanalı boyutuna ulaşana kadar kademeli olarak artırılır. Çok dişli broşlardan farklı olarak, uçlu broşlama takımı, kama kanalını oluşturmak için birden çok geçiş yapar.
- Test: Kolizyon olmadığından emin olmak için CNC programını test edin.
- Broşlama ve Finiş: İş parçasındaki arzu edilen kama kanalı boyutlarına ulaşıldığında iş parçasını çıkarın. Kama kanalını mastarla kontrol edin.
5. CNC Tornada Kama Kanalı Broşlama için Optimizasyon İpuçları
- Kesme Parametrelerini Optimize Edin: Uç malzemesi, iş parçası malzemesi ve kama kanalı geometrisine dayalı olarak paso, ilerleme ve kesme derinliği gibi parametreler için uygun değerleri seçin. Bu parametreleri optimize etmek, verimli talaş kaldırımını sağlar ve takım aşınmasını en aza indirir.
- Uygun Soğutucu Kullanın: Isı oluşumunu azaltmak, takım aşınmasını önlemek ve yüzey finiş kalitesini iyileştirmek için kama kanalı broşlama sırasında soğutucu uygulayın. Hem iş parçası hem de broş malzemeleriyle uyumlu bir soğutucu sıvısı seçin.
- Kör Delikte Kama Kanalı Broşlama: Etkili talaş kaldırma sağlamak için, uçun kesme kenarı, tam kama kanalı boyunca geçmelidir. Uygun talaş tahliyesi olmadan, talaşlar birikerek uç kırılması gibi sorunlara neden olabilir. Bunu önlemek için, kama kanalı genişliği ve derinliğine dayalı olarak tahliye kanalının çapını ve uzunluğunu hesaplayın.
- Doğru Sıfırlama: Operasyona başlamadan önce broşlama ucunun ve katerin iş parçasının kama kanalı konumu ile doğru bir şekilde sıfırlandığından emin olun. Sıfırlama hatası, düzensiz kama kanalı boyutlarına ve aşırı takım aşınmasına neden olabilir. Tornanızın Y ekseni yoksa, olası Y ekseni hatalarını düzeltmek için eksantrik bir redüksiyon kovanı kullanın.
- Z Ekseni Başlangıç Noktası: İvme yakalamak için Z ekseninin başlangıç noktasını iş parçasının bitiminin en az 10mm ilerisinde pozisyonlandırın. İş parçasına çok yakın başlarsanız, ucu kırma riskini artırırsınız.
- Takım Aşınmasını İzleyin: Ucu, kırılma ve körelmiş kesme kenarları gibi aşınma belirtileri açısından düzenli olarak inceleyin. Aşınmış uçları, kama kanalı toleranslarını korumak ve iş parçasına zarar vermemek için hemen değiştirin.
- Düzenli Bakım Yapın: Optimal performansı sağlamak ve ekipmanın hizmet ömrünü uzatmak için CNC tornayı, broşu ve takımı düzenli olarak temizleyin ve bakımını yapın
6. CNC Tornalarda Kama Kanalı Açma İşlemlerinde Sık Karşılaşılan Sorunların Giderilmesi
CNC tornalarda kama kanalı broşlama operasyonu sırasında sorunlarla karşılaştığınızda, aşağıdaki hata giderme ipuçlarını göz önünde bulundurun:
- Yanlış Kama Kanalı Ölçüleri: Uç geometrisini, CNC programını ve iş parçası ile uç sıfırlamasını kontrol edin. Gerekli düzeltmeleri yaparak kama kanalı boyutlarının doğru olmasını sağlayın.
- Kama Kanalı Merkezde Değil: Merkezden kaçık kama kanalları için Tezgahın Y ekseninde telafi verin. Tezgahınızın Y ekseni yoksa, Y ekseninde düzeltme yapılabilmesini sağlayan eksenden kaçık redüksiyon kovanı kullanın.
- Aşırı Takım Aşınması: Kesme parametrelerini, uç malzemesini ve soğutucu uygulamasını kontrol edin. Gerekli olduğunda bu faktörleri ayarlayarak takım aşınmasını en aza indirin ve uç ömrünü uzatın.
- Düşük Yüzey Kalitesi: Kesme parametrelerini, uç geometrisini ve soğutucu uygulamasını değerlendirin. Bu faktörleri optimize ederek kama kanalı yüzeyinin finiş kalitesini iyileştirin.
- Makine Titreşimleri: Kater ve iş parçasının düzgün bağlandığından ve sıfırlandığından emin olun, bu şekilde operasyon sırasında titreşimleri en aza indirin.
7. Sonuç
CNC tornalarda kullanılan kama kanalı açma uçlarını benimsemek, üreticilere eşsiz hassasiyet, verimlilik, esneklik ve maliyet etkinliği ile iç yuvalar ve kama kanalları oluşturma imkanı sağlar. Ayrıca, iş parçasının tek bir kurulumda tamamlanabilme yeteneği, üretimde gelişmiş bir esneklik sunar. Bu özellikler, üretim sürecini hızlandırmak isteyen üretim profesyonelleri için mükemmel bir takım seçeneği haline getirir.
CNC tornalarda kama kanalı açma, alüminyum ve çelikten titanyuma kadar çeşitli malzemelerden oluşan geniş bir iş parçası yelpazesi için optimaldir.
CNC tornalarda kama kanalı açma işleminin gücünü kullanmak, üretim sürecini yükseltir; küçük partiler için statik kama kanalı açma takımlarını ve seri üretim için canlı kama kanalı açma birimleri ile yüksek hızlı kama kanalı açmayı kullanır.
Bu konuda başarılı olmak için, doğru kama kanalı açma takımlarını seçmek, CNC torna kurulumunu ve programlamayı optimize etmek ve en iyi uygulamaları takip etmek önemlidir. Bu, üreticilerin tutarlı ve doğru kama kanalı boyutları elde etmelerini sağlayacak ve bileşenler arasında güvenilir tork iletimi ile sürekli yüksek kaliteyi garanti edecektir.